ਰੰਗੀਨ ਐਨਮੇਲਡ ਕੱਚ ਦੇ ਬਾਥਰੂਮ ਅਤੇ ਬਾਹਰਲੀਆਂ ਕੰਧਾਂ ਉਪਲਬਧ ਹਨ




ਉਤਪਾਦ ਵਰਣਨ


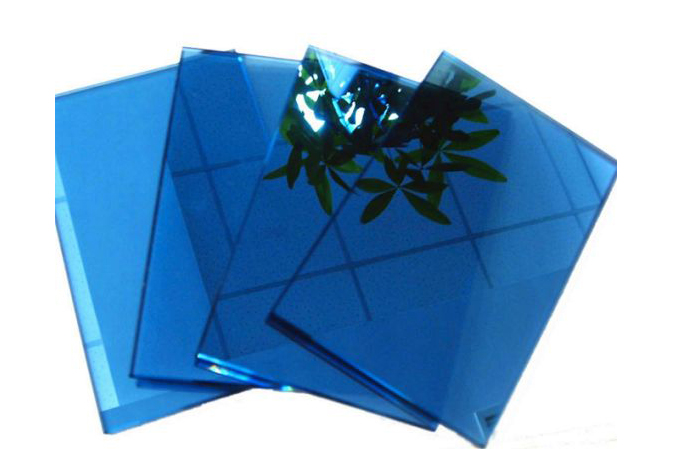
ਈਨਾਮੇਲਡ ਗਲਾਸਸ਼ੀਸ਼ੇ ਦੀ ਸਤਹ ਨੂੰ ਇੱਕ ਨਿਸ਼ਚਿਤ ਆਕਾਰ ਵਿੱਚ ਕੱਟੇ ਹੋਏ ਰੰਗ ਦੀ ਫਿਊਜ਼ੀਬਲ ਗਲੇਜ਼ ਦੀ ਇੱਕ ਪਰਤ ਨਾਲ ਕੋਟ ਕੀਤਾ ਗਿਆ ਹੈ, ਗਲੇਜ਼ ਪਿਘਲਣ ਲਈ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜੋ ਗਲੇਜ਼ ਦੀ ਪਰਤ ਅਤੇ ਸ਼ੀਸ਼ੇ ਮਜ਼ਬੂਤੀ ਨਾਲ ਇਕੱਠੇ ਹੋਣ, ਸਿੰਟਰਿੰਗ, ਐਨੀਲਿੰਗ ਜਾਂ ਟੈਂਪਰਿੰਗ ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੁਆਰਾ,ਟੈਂਪਰਡ ਪਰਲੀ ਗਲਾਸਬਣਾਇਆ ਸੁੰਦਰ ਰੰਗ ਅਤੇ ਪੈਟਰਨ ਹੈ. ਇਸ ਵਿੱਚ ਚੰਗੀ ਰਸਾਇਣਕ ਸਥਿਰਤਾ ਅਤੇ ਸਜਾਵਟੀ ਹੈ, ਜੋ ਬਾਹਰੀ ਕੰਧ ਦੇ ਮੁਕੰਮਲ ਬਣਾਉਣ ਲਈ ਢੁਕਵੀਂ ਹੈ।
ਈਨਾਮੇਲਡ ਸ਼ੀਸ਼ੇ ਦੇ ਉਤਪਾਦਨ ਵਿੱਚ ਰੰਗਦਾਰ ਗਲੇਜ਼, ਗਲੇਜ਼ਿੰਗ, ਸੁਕਾਉਣ, ਹੀਟਿੰਗ, ਬੁਝਾਉਣ ਜਾਂ ਐਨੀਲਿੰਗ, ਕੂਲਿੰਗ ਅਤੇ ਹੋਰ ਪ੍ਰਕਿਰਿਆਵਾਂ ਦਾ ਉਤਪਾਦਨ ਸ਼ਾਮਲ ਹੈ।
ਗਲਾਸ ਗਲੇਜ਼ ਦੇ ਉਤਪਾਦਨ ਵਿੱਚ ਦੋ ਬੁਨਿਆਦੀ ਸਮੱਗਰੀਆਂ ਹਨ, ਬੇਸ ਗਲੇਜ਼ ਅਤੇ ਪਿਗਮੈਂਟ, ਬੇਸ ਗਲੇਜ਼ ਫਿਊਸੀਬਲ ਗਲਾਸ ਫਰਿੱਟ ਦਾ ਪਾਊਡਰ ਹੈ; ਪਿਗਮੈਂਟ ਇੱਕ ਅਕਾਰਬਿਕ ਰੰਗ ਦੇਣ ਵਾਲਾ ਪਦਾਰਥ ਹੈ। ਇਹ ਇੱਕ ਅਕਾਰਬਨਿਕ ਮਿਸ਼ਰਣ ਜਾਂ ਕਈ ਅਕਾਰਬਨਿਕ ਮਿਸ਼ਰਣ ਹੋ ਸਕਦਾ ਹੈ। ਇਹ ਇੱਕ ਖਾਸ ਅਨੁਪਾਤ ਵਿੱਚ ਪਾਊਡਰ ਵਿੱਚ ਪੀਸਣ, ਮਿਕਸਿੰਗ, ਸਿੰਟਰਿੰਗ ਅਤੇ ਪੀਸ ਕੇ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ।
(1) ਬੇਸ ਗਲੇਜ਼
ਬੇਸ ਗਲੇਜ਼ ਦੀ ਭੂਮਿਕਾ ਅਕਾਰਬਿਕ ਪਿਗਮੈਂਟ ਨੂੰ ਬਹੁਤ ਜ਼ਿਆਦਾ ਖਿਲਾਰਨਾ, ਅਤੇ ਘੱਟ ਤਾਪਮਾਨ 'ਤੇ ਸ਼ੀਸ਼ੇ ਦੇ ਸਬਸਟਰੇਟ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਪਿਘਲਣਾ ਹੈ, ਅਤੇ ਸਬਸਟਰੇਟ ਨੂੰ ਪੂਰੇ ਵਿੱਚ ਜੋੜਿਆ ਜਾਂਦਾ ਹੈ; ਜਦੋਂ ਬੇਸ ਗਲੇਜ਼ ਨੂੰ ਫਿਊਜ਼ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਮਜ਼ਬੂਤ ਰੰਗਣ ਦੀ ਸਮਰੱਥਾ ਵਾਲਾ ਅਕਾਰਗਨਿਕ ਪਿਗਮੈਂਟ ਇਸ ਨੂੰ ਰੰਗਦਾਰ ਸ਼ੀਸ਼ੇ ਵਿੱਚ ਰੰਗ ਦੇਵੇਗਾ, ਅਤੇ ਕੱਚ ਅਤੇ ਕੱਚ ਦੇ ਸਬਸਟਰੇਟ ਦੀ ਪਰਤ ਇੱਕ ਪੂਰੀ ਵਿੱਚ ਮਿਲ ਜਾਂਦੀ ਹੈ ਅਤੇ ਰੰਗੀਨ ਚਮਕਦਾਰ ਕੱਚ ਬਣ ਜਾਂਦੀ ਹੈ। ਬੇਸ ਗਲੇਜ਼ ਦੀ ਤਕਨੀਕੀ ਕਾਰਗੁਜ਼ਾਰੀ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ: ਪਿਘਲਣ ਦਾ ਤਾਪਮਾਨ ਘੱਟ ਹੁੰਦਾ ਹੈ, ਜਿਸ ਨੂੰ ਨਰਮ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਕੱਚ ਦੇ ਸਬਸਟਰੇਟ ਦੀ ਸਤਹ 'ਤੇ ਪਿਘਲਿਆ ਜਾ ਸਕਦਾ ਹੈ; ਇਸ ਵਿੱਚ ਚੰਗੀ ਰਸਾਇਣਕ ਸਥਿਰਤਾ ਅਤੇ ਚਮਕ ਹੈ, ਅਤੇ ਨਾ ਹੀ ਅਕਾਰਬਿਕ ਰੰਗ ਦੇ ਨਾਲ ਰਸਾਇਣਕ ਪਰਸਪਰ ਪ੍ਰਭਾਵ ਪੈਦਾ ਕਰਦਾ ਹੈ, ਨਾ ਹੀ ਅਜੈਵਿਕ ਰੰਗ ਦਾ ਰੰਗ ਬਦਲਦਾ ਹੈ; ਪਸਾਰ ਗੁਣਾਂਕ ਕੱਚ ਸਬਸਟਰੇਟ ਦੇ ਵਿਸਥਾਰ ਗੁਣਾਂਕ ਦੇ ਬਹੁਤ ਨੇੜੇ ਹੈ। ਜਦੋਂ ਤਾਪਮਾਨ ਬਦਲਦਾ ਹੈ, ਤਾਂ ਗਲੇਜ਼ ਕ੍ਰੈਕ ਅਤੇ ਸੜਦਾ ਨਹੀਂ ਹੈ।
(2) ਪਿਗਮੈਂਟ
ਪਿਗਮੈਂਟ, ਇਹ ਇੱਕ ਕਿਸਮ ਦਾ ਧਾਤੂ ਆਕਸਾਈਡ ਜਾਂ ਮਿਸ਼ਰਣ ਹੈ, ਕਈ ਧਾਤ ਦੇ ਆਕਸਾਈਡਾਂ ਜਾਂ ਮਿਸ਼ਰਣਾਂ ਦੁਆਰਾ ਵੀ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ, ਪੀਸਣ, ਮਿਕਸਿੰਗ, ਸਿੰਟਰਿੰਗ, ਧੋਣ, ਫਿਲਟਰਿੰਗ, ਸੁਕਾਉਣ ਅਤੇ ਬਾਰੀਕ ਪਾਊਡਰ ਵਿੱਚ ਪੀਸਣ ਦੇ ਇੱਕ ਨਿਸ਼ਚਿਤ ਅਨੁਪਾਤ ਅਨੁਸਾਰ। ਪਿਗਮੈਂਟ ਦੇ ਵੱਖ-ਵੱਖ ਰੰਗ, ਮੈਟਲ ਆਕਸਾਈਡ ਦੀ ਚੋਣ, ਕੋਈ ਨਰਮ ਨਹੀਂ, ਸਿੰਟਰਿੰਗ ਤਾਪਮਾਨ ਅਤੇ ਸਿੰਟਰਿੰਗ ਸਮਾਂ ਪਿਗਮੈਂਟ ਤੋਂ ਵੱਖਰਾ ਹੈ। ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਪਿਗਮੈਂਟ ਦੇ ਫੈਲਾਅ ਦਾ ਇਸਦੇ ਕਣ ਦੇ ਆਕਾਰ ਨਾਲ ਨਜ਼ਦੀਕੀ ਸਬੰਧ ਹੈ, ਕਣ ਜਿੰਨਾ ਛੋਟਾ ਹੋਵੇਗਾ, ਓਨਾ ਹੀ ਵੱਡਾ ਫੈਲਾਅ (ਕਣ ਆਮ ਤੌਰ 'ਤੇ 5 um ਤੋਂ ਘੱਟ ਹੁੰਦਾ ਹੈ)।
ਈਨਾਮਲਿੰਗ




1. ਰੋਲ ਕੋਟਿੰਗ ਵਿਧੀ ਰੋਲ ਕੋਟਿੰਗ ਵਿਧੀ ਟ੍ਰਾਂਸਫਰ ਰੋਲ ਪ੍ਰਿੰਟਿੰਗ ਤਕਨਾਲੋਜੀ ਦਾ ਸਿਧਾਂਤ ਹੈ, ਇੱਕ ਰਬੜ ਦੇ ਰੋਲਰ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਸ਼ੀਸ਼ੇ ਦੇ ਸਬਸਟਰੇਟ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਮੋਟੀ ਰੰਗਦਾਰ ਗਲੇਜ਼ ਕੋਟ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।
2. ਸਕਰੀਨ ਪ੍ਰਿੰਟਿੰਗ ਵਿਧੀ ਸਕਰੀਨ ਪ੍ਰਿੰਟਿੰਗ ਟੈਕਨਾਲੋਜੀ ਅਤੇ ਆਧੁਨਿਕ ਟੈਕਸਟਾਈਲ ਟੈਕਨਾਲੋਜੀ ਦਾ ਟ੍ਰਾਂਸਪਲਾਂਟੇਸ਼ਨ, ਸਕਰੀਨ ਪ੍ਰਿੰਟਿੰਗ ਪ੍ਰੈੱਸ ਦੀ ਵਰਤੋਂ, ਗਲੇਜ਼ ਸਲਰੀ, ਗਲਾਸ ਸਬਸਟਰੇਟ 'ਤੇ ਇੱਕ ਜਾਂ ਵਧੇਰੇ ਕਿਸਮਾਂ ਦੇ ਗਲੇਜ਼ ਦੀ ਵਰਤੋਂ ਕਰਨ ਦਾ ਤਰੀਕਾ ਹੈ। ਤਾਰ ਦਾ ਜਾਲ ਸਿੰਥੈਟਿਕ ਫਾਈਬਰ ਜਾਂ ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਤਾਰ ਦਾ ਬਣਿਆ ਹੁੰਦਾ ਹੈ।
3. ਸਟੈਂਪਿੰਗ ਵਿਧੀ ਇਹ ਵਿਧੀ ਸੀਲ ਦੇ ਸੀਨ ਪੈਟਰਨ ਵਿੱਚ ਉੱਕਰੀ ਹੋਈ ਇੱਕ ਲਚਕਦਾਰ ਨਰਮ ਸਮੱਗਰੀ ਦੀ ਵਰਤੋਂ ਕਰਦੀ ਹੈ, ਰੰਗਦਾਰ ਗਲੇਜ਼ ਪੇਸਟ ਦੀ ਇੱਕ ਪਰਤ ਵਾਲੀ ਮੋਹਰ, ਅਤੇ ਫਿਰ ਇੱਕ ਸਾਫ਼ ਕੱਚ ਦੇ ਸਬਸਟਰੇਟ 'ਤੇ ਛਾਪੀ ਜਾਂਦੀ ਹੈ।
4. ਸਟਿੱਕਰ ਵਿਧੀ ਸਕ੍ਰੀਨ ਪ੍ਰਿੰਟਿੰਗ ਵਿਧੀ ਦਾ ਇੱਕ ਵਿਸਥਾਰ ਅਤੇ ਵਿਸਥਾਰ ਹੈ। ਇਹ ਇੱਕ ਵਿਸ਼ੇਸ਼ ਕਾਗਜ਼ 'ਤੇ ਹੇਠਾਂ ਵੱਲ ਵੱਖ-ਵੱਖ ਰੰਗਾਂ ਦੇ ਗੁੰਝਲਦਾਰ ਦ੍ਰਿਸ਼ ਪੈਟਰਨਾਂ ਨੂੰ ਛਾਪਣਾ ਹੈ। ਜਦੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਪਾਣੀ ਨੂੰ ਇੱਕ ਬਾਈਂਡਰ ਦੇ ਤੌਰ ਤੇ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਇਸਨੂੰ ਇੱਕ ਸਾਫ਼ ਕੱਚ ਦੇ ਸਬਸਟਰੇਟ ਉੱਤੇ ਚਿਪਕਾਇਆ ਜਾਂਦਾ ਹੈ, ਜਿਸਨੂੰ ਸੁੱਕਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਫਿਰ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਸੁੱਕਾ
ਗਲੇਜ਼ਿੰਗ ਤੋਂ ਬਾਅਦ, ਅਗਲੇ ਪੜਾਅ ਲਈ ਗਲੇਜ਼ ਪਰਤ ਨੂੰ ਸੁੱਕਣਾ ਚਾਹੀਦਾ ਹੈ. ਗਲੇਜ਼ਿੰਗ ਪ੍ਰਕਿਰਿਆ ਅਤੇ ਉਤਪਾਦਨ ਦੇ ਪੈਮਾਨੇ ਦੇ ਅਨੁਸਾਰ, ਕੁਦਰਤੀ ਸੁਕਾਉਣ, ਚੈਂਬਰ ਇਲੈਕਟ੍ਰਿਕ ਸੁਕਾਉਣ ਅਤੇ ਨਿਰੰਤਰ ਇਲੈਕਟ੍ਰਿਕ ਸੁਕਾਉਣ ਨੂੰ ਸੁਕਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਜੋਂ ਚੁਣਿਆ ਜਾ ਸਕਦਾ ਹੈ.
ਹੀਟਿੰਗ ਅਤੇ ਕੂਲਿੰਗ
ਵੱਖੋ-ਵੱਖਰੇ ਉਤਪਾਦਨ ਦੇ ਤਰੀਕਿਆਂ, ਚੁਣੀ ਗਈ ਪ੍ਰਕਿਰਿਆ ਅਤੇ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਦੇ ਅਨੁਸਾਰ enamelled ਕੱਚ ਦੇ ਬਰਾਬਰ ਹੀਟਿੰਗ ਅਤੇ ਕੂਲਿੰਗ:
1.ਕਠੋਰ ਢੰਗ
ਸਖ਼ਤ ਕਰਨ ਦੇ ਢੰਗ ਦੀ ਪ੍ਰਕਿਰਿਆ ਚਮਕਦਾਰ ਸੁੱਕੀ ਕੱਚ ਦੀ ਸ਼ੀਟ ਨੂੰ ਸਖ਼ਤ ਭੱਠੀ ਵਿੱਚ ਤਬਦੀਲ ਕਰਨਾ ਹੈ ਅਤੇ ਇਸਨੂੰ 670~ 715℃ ਤੱਕ ਗਰਮ ਕਰਨਾ ਹੈ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਬੁਝਾਉਣ ਲਈ ਤੇਜ਼ੀ ਨਾਲ ਏਅਰ ਸ਼ੈੱਡ ਵਿੱਚ ਲਿਜਾਣਾ ਹੈ।
2.ਅਰਧ-ਤਾਪ ਕਰਨ ਦਾ ਤਰੀਕਾ
ਸੈਮੀ-ਟੈਂਪਰਿੰਗ ਵਿਧੀ ਇਸ ਵਿਧੀ ਦੀ ਪ੍ਰਕਿਰਿਆ ਗਲੇਜ਼ਡ ਸੁੱਕੇ ਕੱਚ ਦੀ ਸ਼ੀਟ ਨੂੰ ਹੀਟਿੰਗ ਭੱਠੀ ਵਿੱਚ ਤਬਦੀਲ ਕਰਨਾ ਹੈ ਅਤੇ ਇਸਨੂੰ ਇੱਕ ਨਿਸ਼ਚਿਤ ਤਾਪਮਾਨ ਤੱਕ ਗਰਮ ਕਰਨਾ ਹੈ, ਅਤੇ ਫਿਰ ਇਸਨੂੰ ਨਿਯੰਤਰਿਤ ਕੂਲਿੰਗ ਲਈ ਕੂਲਿੰਗ ਚੈਂਬਰ ਵਿੱਚ ਲੈ ਜਾਣਾ ਹੈ। ਹੀਟਿੰਗ ਐਨੀਲਿੰਗ ਵਿਧੀ ਇਹ ਇੱਕ ਨਿਰੰਤਰ ਰੋਲਰ ਟੇਬਲ ਹੀਟਿੰਗ ਸੈਲਰ ਵਿੱਚ ਗਲੇਜ਼ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਭੱਠੇ ਵਿੱਚ ਪ੍ਰੀਹੀਟਿੰਗ, ਹੀਟਿੰਗ, ਐਨੀਲਿੰਗ, ਕੂਲਿੰਗ ਅਤੇ ਚਮਕਦਾਰ ਸ਼ੀਸ਼ੇ ਦੇ ਬਣੇ ਹੋਣ ਤੋਂ ਬਾਅਦ ਸੁੱਕੀ ਕੱਚ ਦੀ ਸ਼ੀਟ ਹੈ। ਭੱਠੇ ਵਿੱਚ ਵੱਧ ਤੋਂ ਵੱਧ ਤਾਪਮਾਨ 670~715℃ ਹੈ, ਅਤੇ ਫਿਰ ਐਨੀਲਿੰਗ ਅਤੇ ਕੂਲਿੰਗ ਇੱਕ ਖਾਸ ਤਾਪਮਾਨ ਪ੍ਰਣਾਲੀ ਦੇ ਅਨੁਸਾਰ ਕੀਤੇ ਜਾਂਦੇ ਹਨ।
ਫਾਇਦਾ
1. ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ
ਚੰਗੀ ਰਸਾਇਣਕ ਸਥਿਰਤਾ ਦੇ ਨਾਲ ਅਤੇਸਜਾਵਟੀ, ਉਪਭੋਗਤਾ ਦੀਆਂ ਲੋੜਾਂ ਜਾਂ ਕਲਾਤਮਕ ਡਿਜ਼ਾਈਨ ਪੈਟਰਨ ਦੇ ਅਨੁਸਾਰ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ.
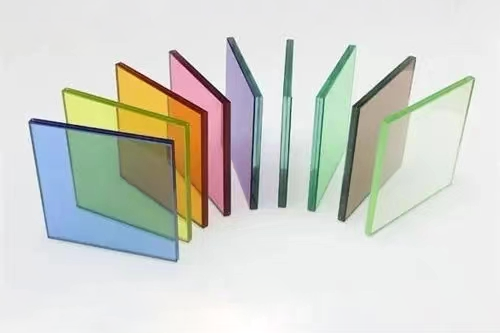
2. ਵਿਸਤ੍ਰਿਤ ਸੁਹਜ ਪ੍ਰਭਾਵ ਅਮੀਰ ਰੰਗ
ਨਿਹਾਲ ਪੈਟਰਨ, ਫੇਡ ਨਾ ਕਰੋ, ਫੇਡ ਨਾ ਕਰੋ, ਸਾਫ਼ ਕਰਨ ਲਈ ਆਸਾਨ.
ਲਾਗੂ ਰੇਂਜ
ਸਧਾਰਣ ਇਮਾਰਤਾਂ ਦੇ ਅੰਦਰੂਨੀ ਮੁਕੰਮਲ, ਫੋਇਰ ਅਤੇ ਪੌੜੀਆਂ ਅਤੇ ਇਮਾਰਤਾਂ ਦੀ ਬਾਹਰੀ ਸਮਾਪਤੀ; ਸ਼ੈਡਿੰਗ ਅਤੇ ਸਪੇਸਰ ਦੀਆਂ ਕੰਧਾਂ, ਸਕ੍ਰੀਨਾਂ ਅਤੇ ਇਮਾਰਤ ਦੁਆਰਾ ਲੋੜੀਂਦੇ ਹੋਰ ਬਿਲਡਿੰਗ ਕੰਪੋਨੈਂਟਸ; ਗਲੇਜ਼ਡ ਗਲਾਸ ਪਾਰਟੀਸ਼ਨ ਓਵਨ ਦਾ ਦਰਵਾਜ਼ਾ, ਸਟੋਵ ਟਾਪ, ਕਾਊਂਟਰਟੌਪ ਅਤੇ ਵਧੀਆ ਫਰਨੀਚਰ ਫਿਟਿੰਗਸ; ਗਲੇਜ਼ਡ ਗਲਾਸ ਫਰੇਮ ਲੈਂਪ ਸ਼ੇਡ, ਐਕਸਟੈਂਸ਼ਨ ਸ਼ੇਡ, ਸ਼ੇਡ ਅਤੇ ਹੋਰ ਰੋਸ਼ਨੀ ਉਪਕਰਣ; ਗਲੇਜ਼ਡ ਗਲਾਸ ਲੈਂਪ ਸ਼ੇਡ ਕਾਰ ਗਲਾਸ ਕਿਨਾਰੇ, ਆਦਿ.


ਰੰਗ
ਸ਼ੀਸ਼ੇ ਦੀ ਛਪਾਈ ਸਿਆਹੀ ਲਈ ਆਮ ਤੌਰ 'ਤੇ ਵਰਤੇ ਜਾਂਦੇ ਅਕਾਰਬਨਿਕ ਰੰਗ ਹੇਠ ਲਿਖੇ ਅਨੁਸਾਰ ਹਨ:
1. ਲਾਲ -- ਕੈਡਮੀਅਮ ਸਲਫਾਈਡ;
2. ਪੀਲਾ - ਲੀਡ ਕ੍ਰੋਮੇਟ, ਕੈਡਮੀਅਮ ਸਲਫਾਈਡ, ਯੂਰੇਨੀਅਮ ਲੂਣ;
3. ਹਰਾ - ਕ੍ਰੋਮੀਅਮ ਆਕਸਾਈਡ;
4. ਨੀਲਾ - ਕੋਬਾਲਟ ਅਲਮੀਨੇਟ;
5. ਭੂਰਾ - ਆਇਰਨ ਆਕਸਾਈਡ;
6. ਚਿੱਟਾ - ਕੈਲਸ਼ੀਅਮ ਆਕਸਾਈਡ, ਕੈਓਲਿਨ, ਆਦਿ.
7. ਕਾਲਾ - ਇਰੀਡੀਅਮ ਆਕਸਾਈਡ, ਮੈਂਗਨੀਜ਼ ਆਕਸਾਈਡ ਅਤੇ ਹੋਰ ਮਿਸ਼ਰਣ;
ਉਤਪਾਦਨ ਯੋਗਤਾ
ਕੰਪਨੀ ਦੇ ਉਤਪਾਦ ਪਾਸ ਹੋ ਚੁੱਕੇ ਹਨਚੀਨ ਲਾਜ਼ਮੀ ਗੁਣਵੱਤਾ ਸਿਸਟਮ ਸੀਸੀਸੀ ਸਰਟੀਫਿਕੇਸ਼ਨ, ਆਸਟ੍ਰੇਲੀਆ AS/NS2208:1996 ਪ੍ਰਮਾਣੀਕਰਣ, ਅਤੇਆਸਟ੍ਰੇਲੀਆ AS/NS4666:2012 ਪ੍ਰਮਾਣੀਕਰਣ. ਰਾਸ਼ਟਰੀ ਉਤਪਾਦਨ ਦੇ ਮਿਆਰਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ, ਪਰ ਇਹ ਵੀ ਵਿਦੇਸ਼ੀ ਮਾਰਕੀਟ ਗੁਣਵੱਤਾ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ.